Цикл нарезания резьбы задаётся функцией G84 и имеет диаграмму перемещений, показанную на рис. 48.
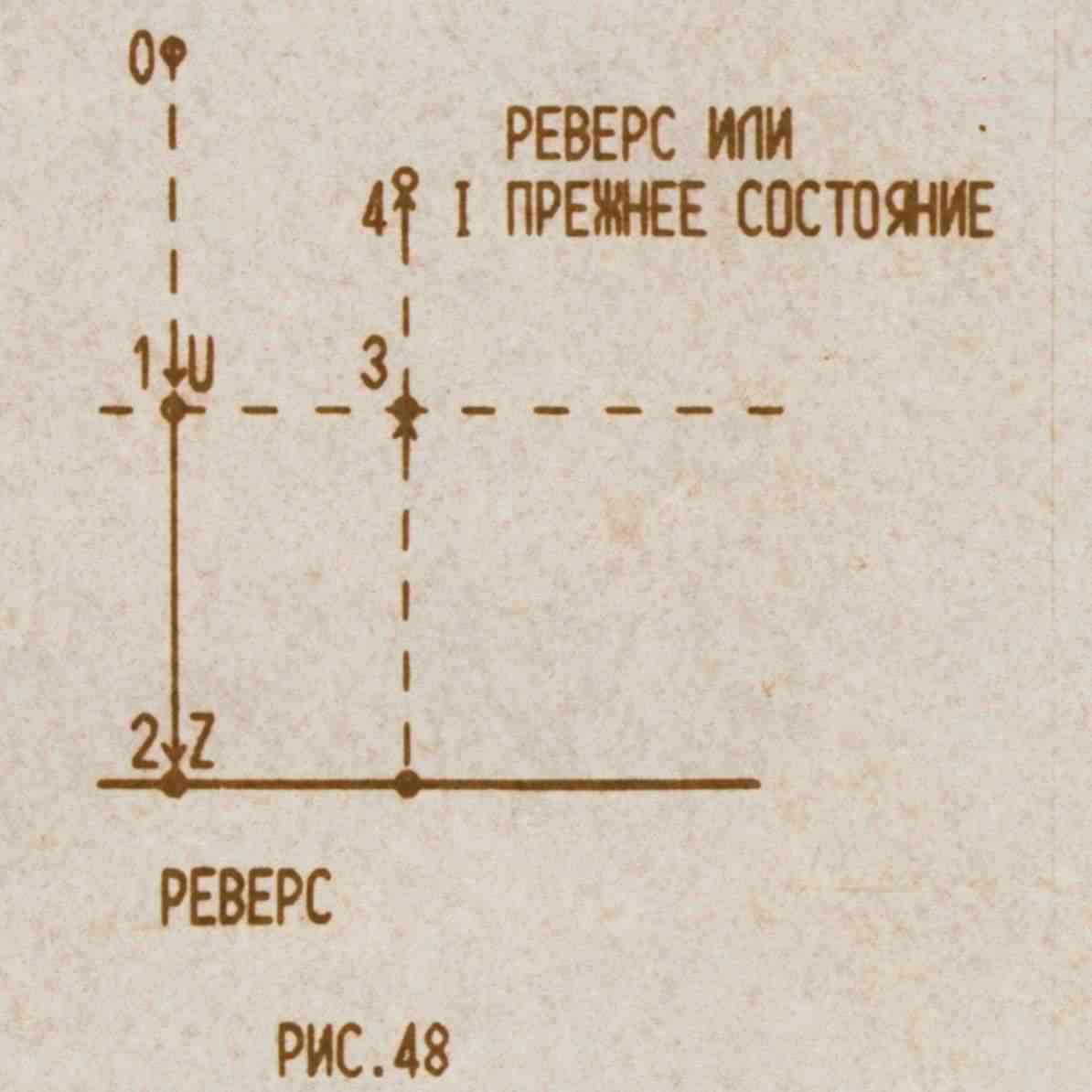
Параметры U, Z, I имеют тот же смысл, что и у циклов G81, G82, G85, G83.
Кроме того, для цикла G84 существуют необязательные параметры, показанные в Таблице 18.
|
ПАРАМЕТР |
СОДЕРЖАНИЕ | |
|
ПAРAMETР ЗАДАН |
ПАРАМЕТР НЕ ЗАДАН | |
|
F |
ПОДАЧА ДЛЯ УЧАСТКОВ 1-2 И 2-3. |
ДЕЙСТВУЕТ ПОДАЧА ДЛЯ УЧАСТКОВ 1-2 И 2-3 ИЗ ПРЕДЫДУЩИХ КАДРОВ. |
|
E |
ВЫДЕРЖКА ВРЕМЕНИ В ТОЧКАХ 2 И 3. |
ВЫДЕРЖКА ВРЕМЕНИ РАВНА НУЛЮ. |
|
M |
ЕСЛИ ЗАДАН, ТО В ТОЧКЕ 4 РЕВЕРС НЕ ПРОИСХОДИТ, А СОХРАНЯЕТСЯ СОСТОЯНИЕ ШПИНДЕЛЯ ТОЧКИ 2. МОЖНО ЗАДАТЬ, НАПРИМЕР, М5. |
ЕСЛИ ПАРАМЕТР НЕ ЗАДАН, ТО В ТОЧКЕ 4 ПРОИСХОДИТ РЕВЕРС. |