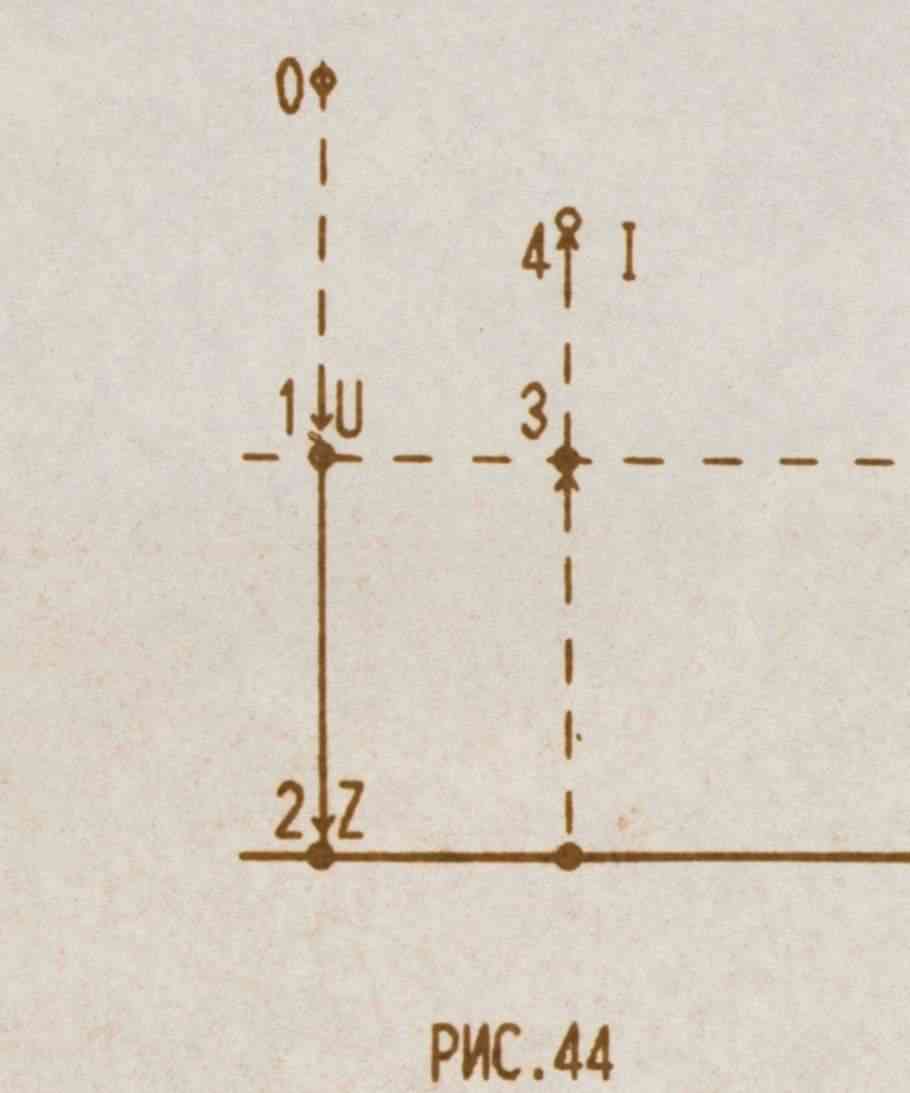
Цикл сверления задаётся функцией G81 и имеет диаграмму перемещений показанную на Рис. 44.
Параметры цикла задаются адресами, показанными в таблице 14.
|
ПАРАМЕТР |
СМЫСЛ | ||
|
G90 |
G91 | ||
|
0БЯЗАТЕЛЬНЫЕ |
U |
ПОЗИЦИЯ НАЧАЛЬНОЙ ТОЧКИ ДЛЯ ДВИЖЕНИЯ НА РАБОЧЕЙ ПОДАЧЕ - ТОЧКА 1 |
ПЕРЕМЕЩЕНИЕ В НАЧАЛЬНУЮ ТОЧКУ ДЛЯ ДВИЖЕНИЯ НА РАБОЧЕЙ ПОДАЧЕ 0-1 |
|
Z |
ПОЗИЦИЯ КОНЕЧНОЙ ТОЧКИ ДЛЯ ДВИЖЕНИЯ НА РАБОЧЕЙ ПОДАЧЕ - ТОЧКА 2 |
ПЕРЕМЕЩЕНИЕ НА РАБОЧЕЙ ПОДАЧЕ 1-2 | |
|
НЕОБЯЗАТЕЛЬНЫЕ |
I |
ПОЗИЦИЯ ТОЧКИ ВЫХОДА 4 |
ПЕРЕМЕЩЕНИЕ В ТОЧКУ ВЫХОДА 2-4 |
|
F |
РАБОЧАЯ ПОДАЧА |
-//- | |
|
Е |
ВЫДЕРЖКА ВРЕМЕНИ В ТОЧКЕ 2 |
-//- | |
Если параметр I не задан, то точка 4 совпадает с точками 3 и 1.
Перемещения на участках выполняются со скоростями, показанными в Таблице 15.
|
УЧАСТОК |
СКОРОСТЬ ПЕРЕМЕЩЕНИЯ | |
|
ПАРАМЕТР ЗАДАН |
ПАРАМЕТР НЕ ЗАДАН | |
|
0-1 |
СКОРОСТЬ УСКОРЕННОГО ПЕРЕМЕЩЕНИЯ |
-//- |
|
1-2 |
ПОДАЧА ИЗ ПАРАМЕТРА F |
ПОДАЧА ИЗ ПРЕДЫДУЩИХ КАДРОВ |
|
2-3 |
CKOРOCTb УСКОРЕННОГО ПЕРЕМЕЩЕНИЯ |
СКОРОСТЬ УСКОРЕННОГО ПЕРЕМЕЩЕНИЯ |
|
3-4 |
СКОРОСТЬ УСКОРЕННОГО ПЕРЕМЕЩЕНИЯ |
-//- |
Примечание:
В полуавтоматическом режиме отработки программы происходит останов в точках 0, 1, 3, 4.
Пример: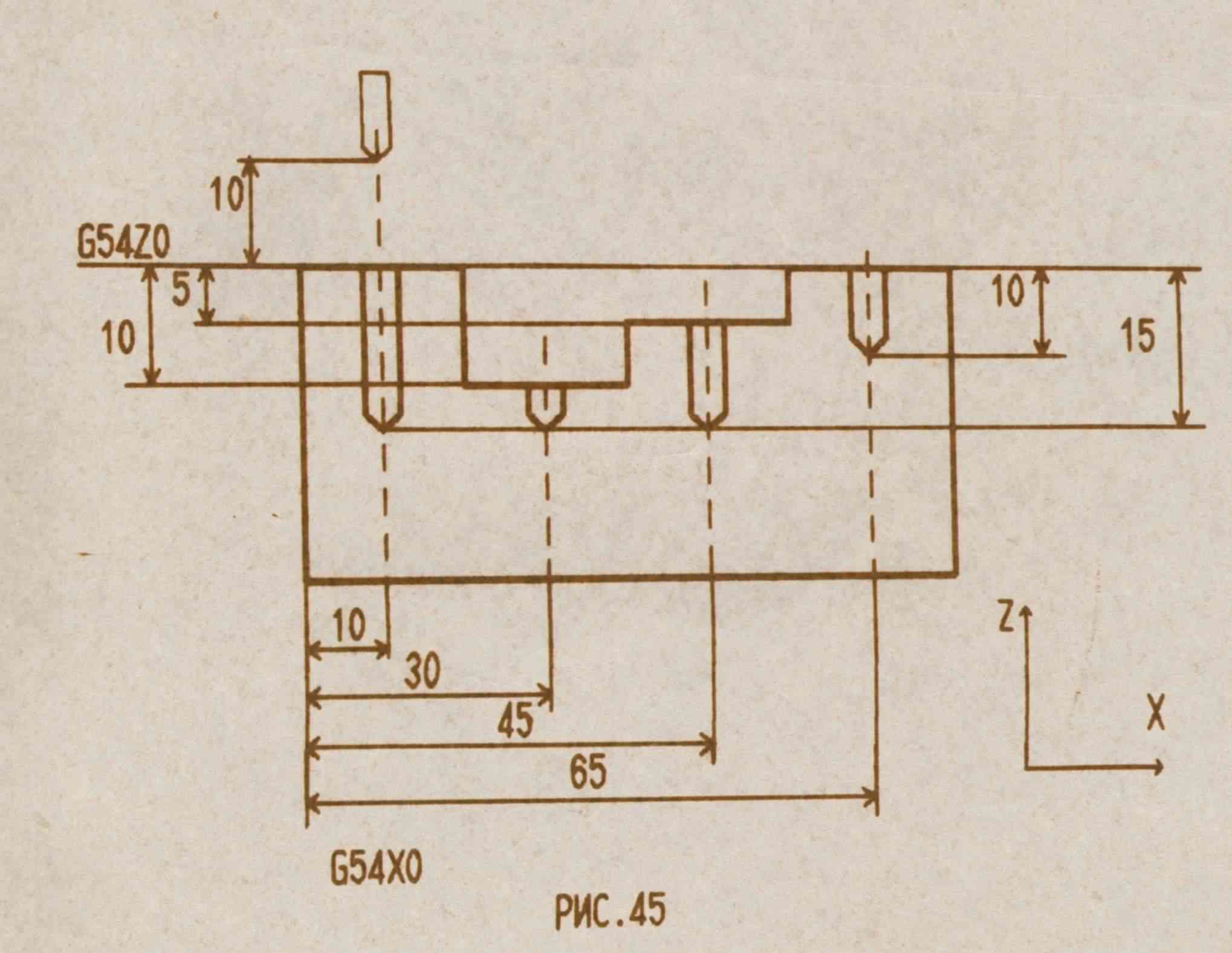
Примечание:
Предполагается, что предварительно введена коррекция инструмента и ось Y установлена в нужную позицию.