Для реализации функций цикловой обработки предназначены постоянные циклы, программируемые функциями G81 - G86, определяющими смысл операции, и параметрами цикла.
Ось, вдоль которой выполняется постоянный цикл, называется цикловой осью. Задание цикловой оси происходит автоматически при программировании функций выбора плоскости:Параметры цикла задаются одинаково для любой цикловой оси и всегда должны программироваться после G-функции цикла.
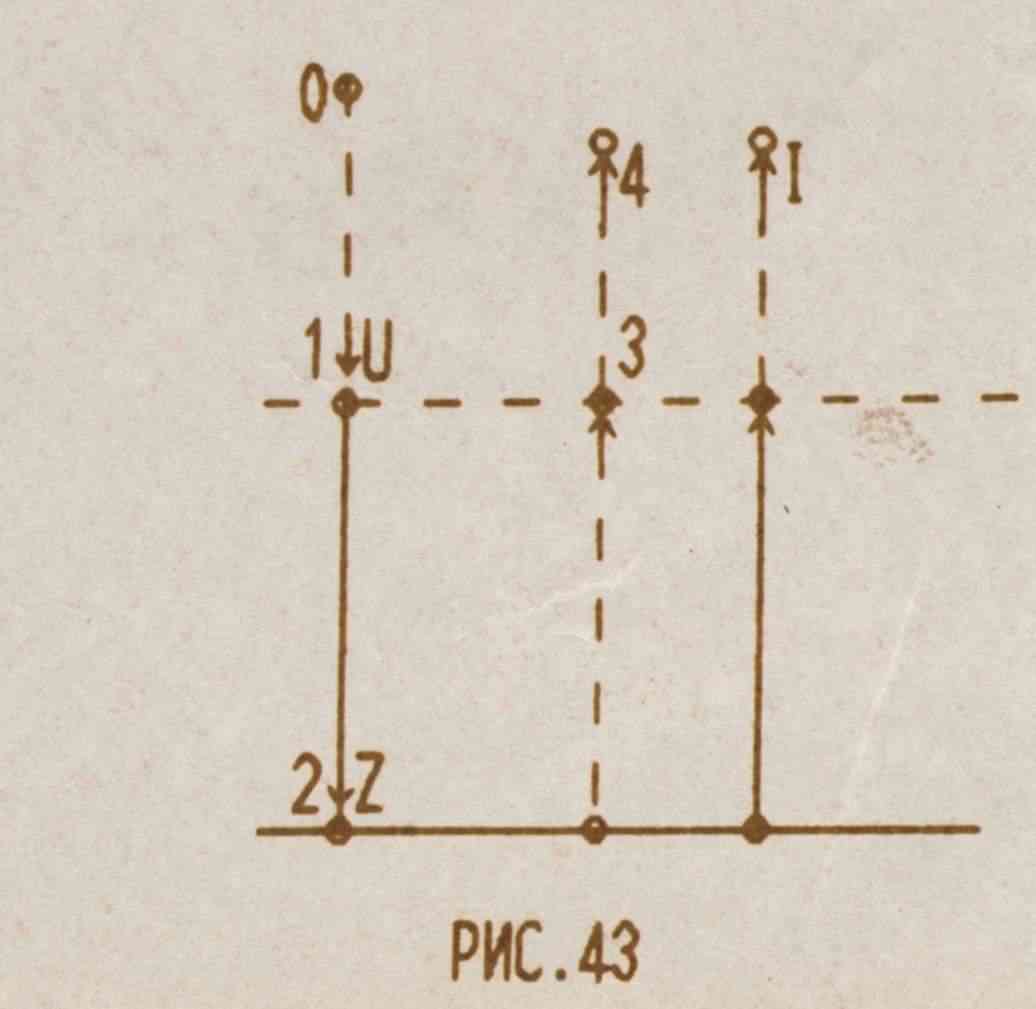
Каждый цикл имеет свою диаграмму перемещений цикловой оси, однако в основе каждого цикла лежит обобщённая диаграмма перемещений показанная на Рисунке 43,
 где
гдеПри отработке программы в полуавтоматическом режиме происходят остановы в точках 0, 1, 3, 4.
Условные обозначения на диаграммах:
Параметры циклов показаны в Таблице 13.
|
параметр |
характеристика |
содержание | ||
|
G90 |
G91 | |||
|
обязательные |
U |
для всех циклов |
позиция точки 1 |
перемещение в точку 1 |
|
Z |
позиция точки 2 |
перемещение в точку 2 | ||
|
необязательные |
I |
позиция точки 4 |
перемещение в точку 4 | |
|
если не задан, то точка совпадает с точкой 3 | ||||
|
обязательные |
U |
для G83 G86 |
шаг сверления | |
|
W |
для G83 |
запас до очередного начала сверления | ||
|
для G86 |
величина отскока на скорости ускоренного перемещения | |||
|
необязательные |
F |
для всех циклов |
подача для перемещения на участке 1-2 | |
|
F |
для G82 G84 |
подача для перемещения на участке 2-3 | ||
|
H |
для G82 |
подача для перемещения на участке 2-3 | ||
|
E |
для всех циклов |
выдержка времени в точке 2 | ||
|
для G84 |
выдержка времени в точке 3 | |||
|
M |
для G85 G84 |
признак смены состояния шпинделя в точке 4 | ||
Если обязательные параметры не заданы при программировании цикла, то в цикле используются прежние значения.
Если Е не задан, то выдержка времени не выполняется.
Программирование цикла в общем случае:

Параметры всегда должны программироваться после G-функции цикла. Величины параметров должны задаваться в соответствии с форматом ввода (см. П. 1.2.3.).
Допускается программирование не самих величин, а формальных параметров, в которых эти величины содержатся (подробнее см. раздел "Макропрограммирование").
Если в кадре с циклом нужно запрограммировать какие-либо задания, то их нужно записать до G-функции цикла. При выполнении такого кадра цикл выполняется последним до тех пор, пока его не отменим функцией G80.
Если запрограммировать задания после G-функции цикла, то они воспримутся как параметры цикла, даже если в нём не участвуют.
Для изменения какого-либо параметра цикла достаточно задать в кадре G-функцию цикла и новые величины одного или нескольких параметров.
При отработке циклов УЧПУ автоматически используют формальные параметры #E(#5), #F(#6), #H(#8), #I(#9), #M(#13), #U(#21), #V(#22), #W(#23), #Z(#26), #186 - #195, поэтому при программировании макроопераций одновременно с постоянными циклами их применять не нужно.