В случае программирования перемещений по четвёртой круговой координате с введённой коррекцией на радиус инструмента (резание поворотным столом) необходимо перед программированием перемещений по круговой координате отменить действие коррекции на радиус, задав кадр:
ND0
После кадра с перемещениями по круговой координате нужно восстановить действие коррекции программированием кадра (в случае G17):
NX0Y0DA
где А - номер корректора, который был отменён.
Пример: круговая координата С (см. рис. 40)
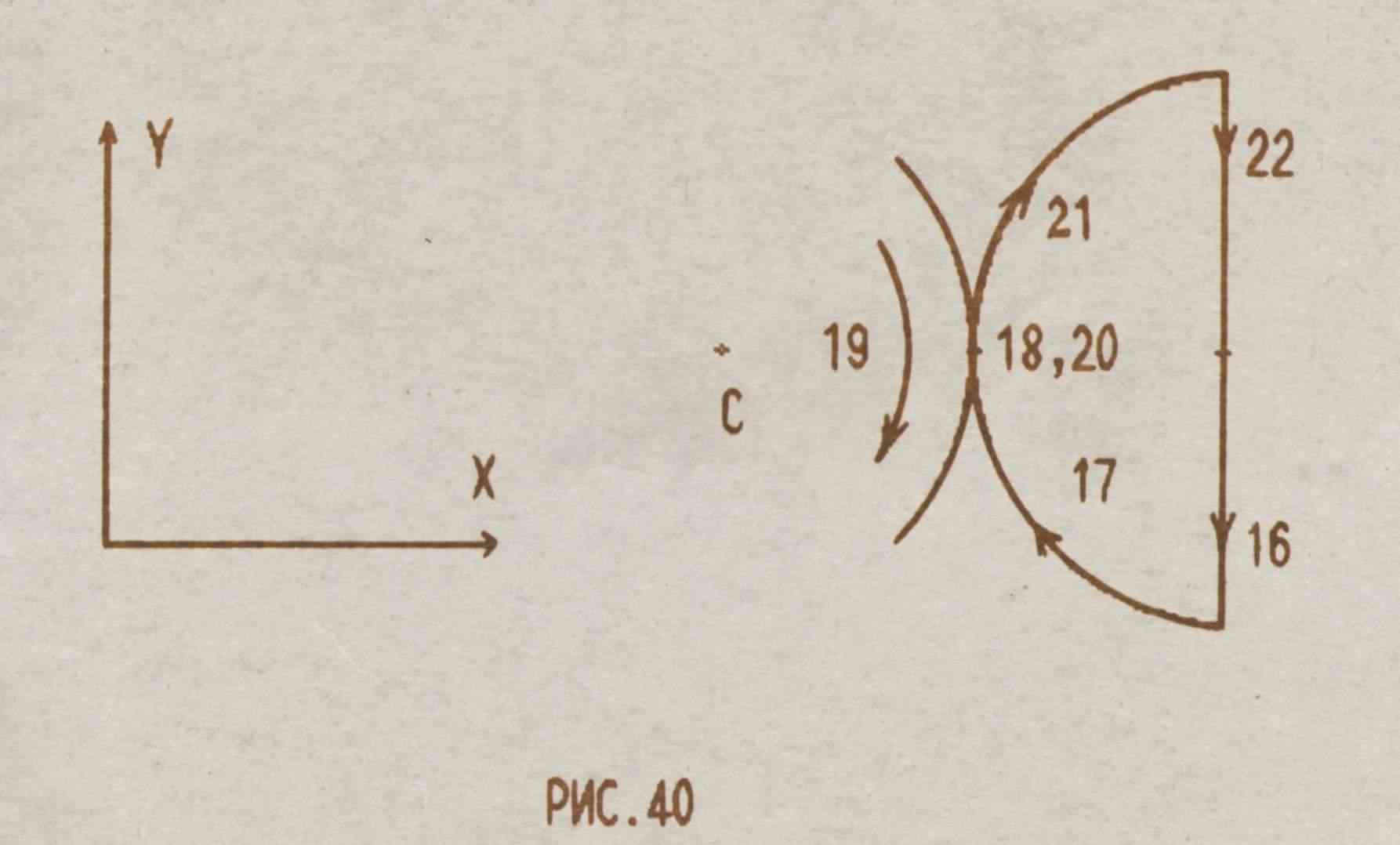 N15G17G91
N15G17G91Если нужно выполнить ввод коррекции к углу для обработки линейной и круговой осью, то возможно использование функций G45 - G48.
Например:
Необходимо выполнить обработку, показанную на рис. 41.
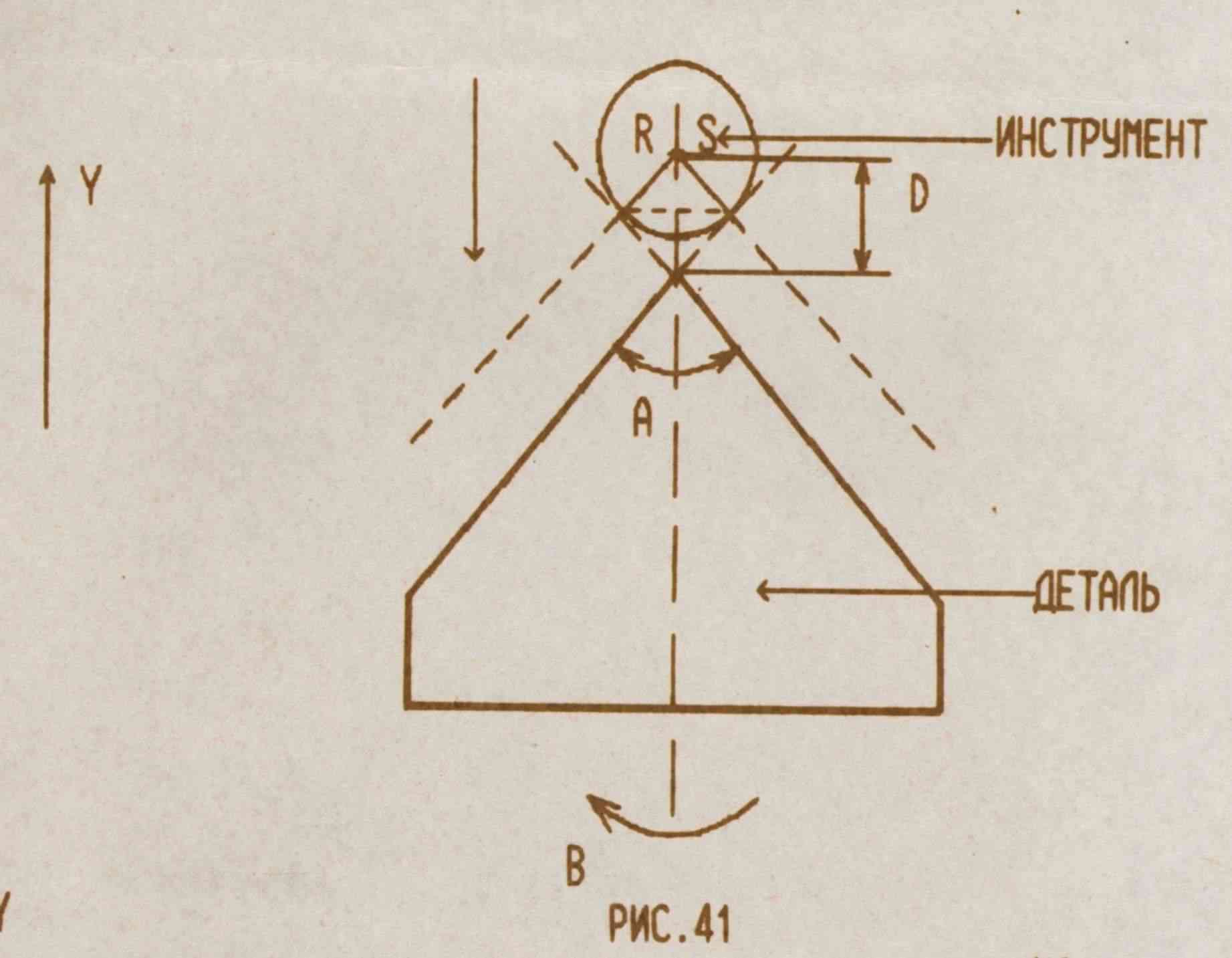
Обработка ведётся одновременно вращением круговой оси В и перемещением оси Y (линейная интерполяция).
Для того, чтобы вывести центр инструмента в точку нужно задать кадр, например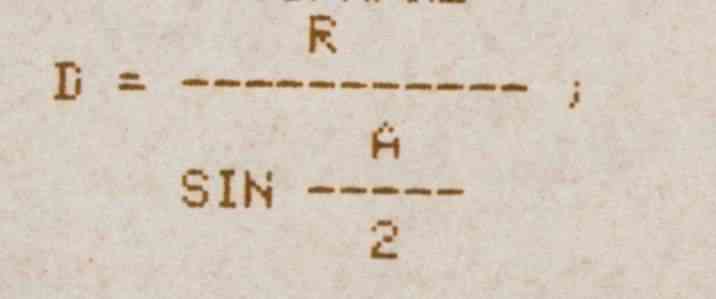
Этот расчёт нужно выполнить предварительно для каждого инструмента, участвующего в такой обработке, что позволяет получить правильные размеры на детали.