С помощью функций G40, G41, G42 программируется коррекция траектории движения инструмента на величину его радиуса. Эти функции используются вместе с G00, G01, G02, G03 и они совместно определяют некоторый режим движения инструмента.
Величина смещения задаётся номером корректора по функции D (Таблица 11).
|
ФУНКЦИЯ |
ДЕЙСТВИЕ |
|
G40 |
ОТМЕНА КОРРЕКЦИИ НА РАДИУС ИНСТРУМЕНТА |
|
G41 |
ВВОД СМЕЩЕНИЯ СЛЕВА ОТ НАПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА |
|
G42 |
ВВОД СМЕЩЕНИЯ СПРАВА ОТ НАПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА |
На примере нижеприводимого рисунка 17, описан процесс выработки режима коррекции на радиус инструмента. Кадр номер один называют кадром включения. При программировании G41 происходит переключение из режима отмены коррекции на режим коррекции на радиус инструмента слева от обрабатываемого контура.
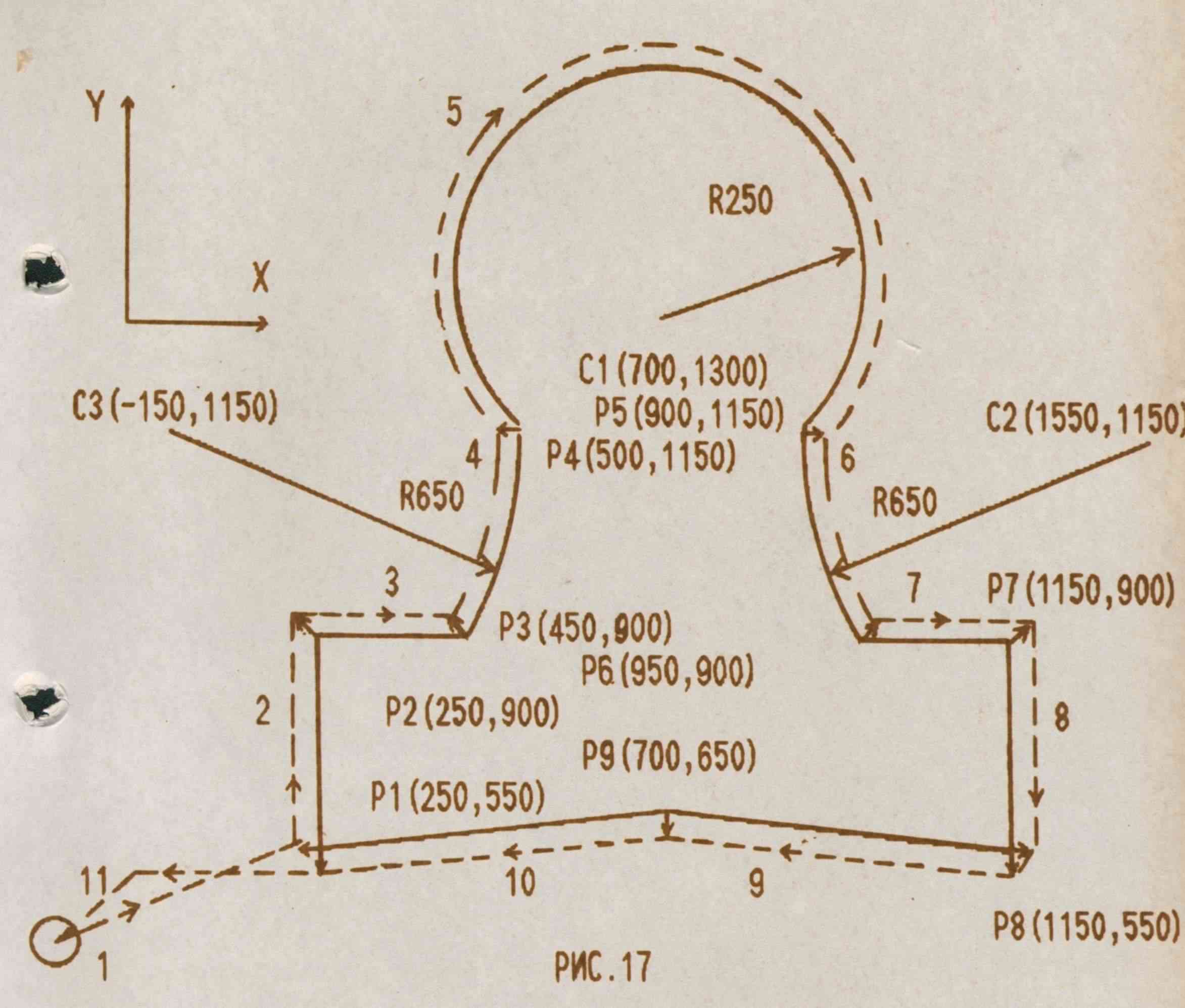
В конечной точке Р1 кадра N1 происходит смещение на величину радиуса инструмента, перпендикулярное к направлению от Р1 к Р2. При этом радиус инструмента определён кодом D07. То есть в ячейке памяти соответствующей номеру корректора 7 хранится значение радиуса инструмента. Теперь, когда уже задан режим коррекции на радиус инструмента, достаточно запрограммировать контур заготовки в натуральном масштабе, смещение на радиус инструмента будет при этом вводиться автоматически. Если задать G40 в кадре N11 при возвращении в точку отправления, то коррекция на радиус будет отменена и инструмент возвратится в точку отправления.
:01G92X0Y0Z0Величину смещения D по номеру 7 необходимо установить до начала отработки программы.
Примечание:
Запрещается программирование перемещений по оси, перпендикулярной плоскости коррекции (XY, YZ, ZX) без предварительной отмены коррекции на радиус инструмента, если она была введена.