Позиционирование задаётся с помощью функции G00.
При этом происходит перемещение инструмента на скорости ускоренного перемещения в точку X, Y, Z, четвёртая координата в случае программирования в абсолютных величинах или на расстоянии X, Y, Z, четвёртая координата в случае задания в приращениях.
Одновременно можно запрограммировать перемещение по всем четырём осям. Следует помнить, что скорость ускоренного перемещения определяется настройкой приводов подачи, следовательно, невозможно задавать скорость ускоренного перемещения с помощью функции F.
В общем случае программирование позиционирования выглядит так (четвёртая ось - В):
G00X_Y_Z_B_
При этом происходит перемещение со скоростью ускоренного перемещения одновременно по всем запрограммированным осям до заданной точки.
В общем случае, в зависимости от запрограммированных величин траектория перемещения инструмента не является прямой, то есть перемещение на ускоренной подаче не является видом интерполяции.
Рисунок 7.
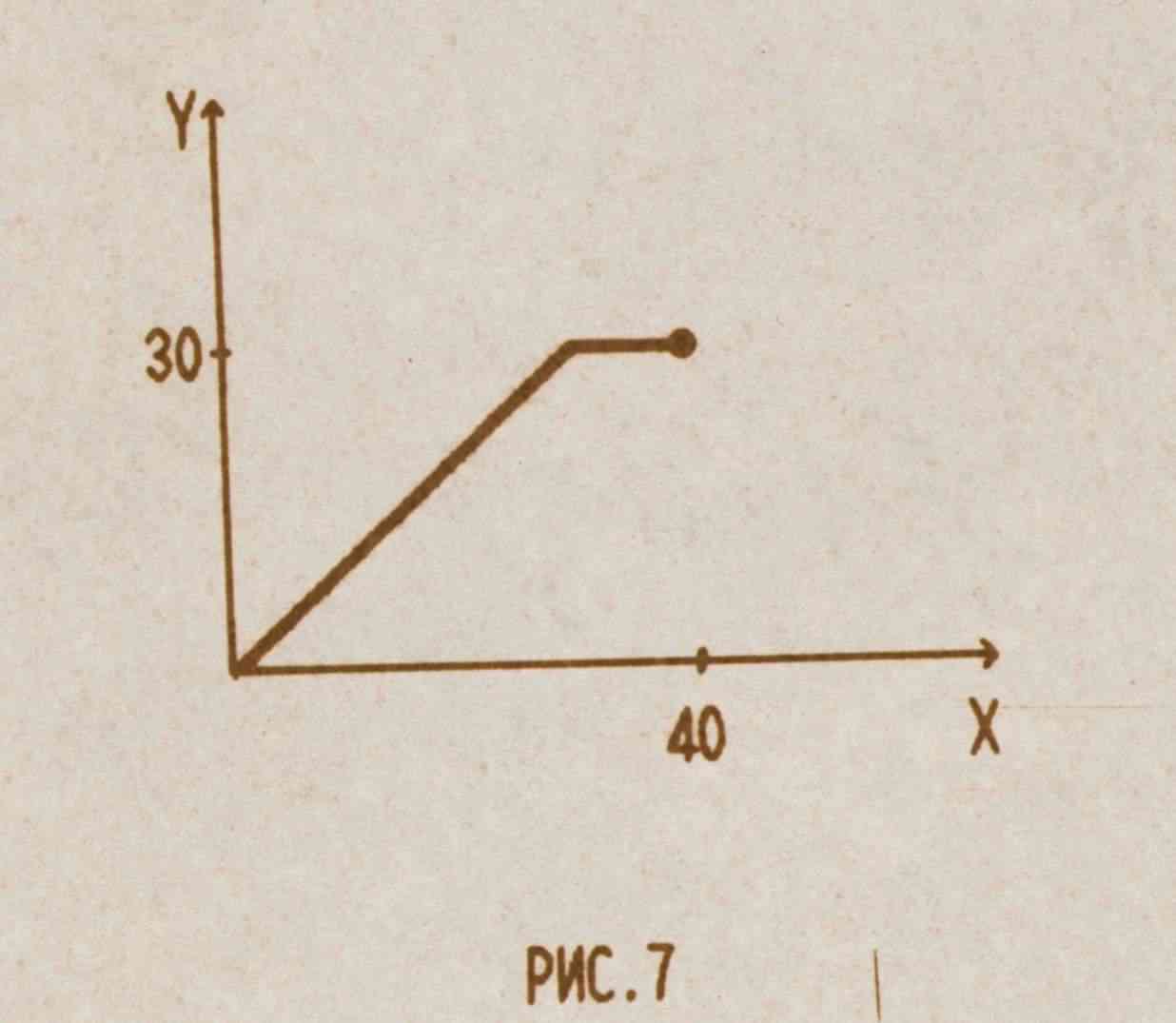 NG90G0X40Y30
NG90G0X40Y30